


文字只能描述,而视频却能生动展现!点击播放我们的不锈钢护栏旋转护栏源头工厂产品视频,让视觉盛宴为您揭示产品的无限可能。
以下是:不锈钢护栏旋转护栏源头工厂的图文介绍

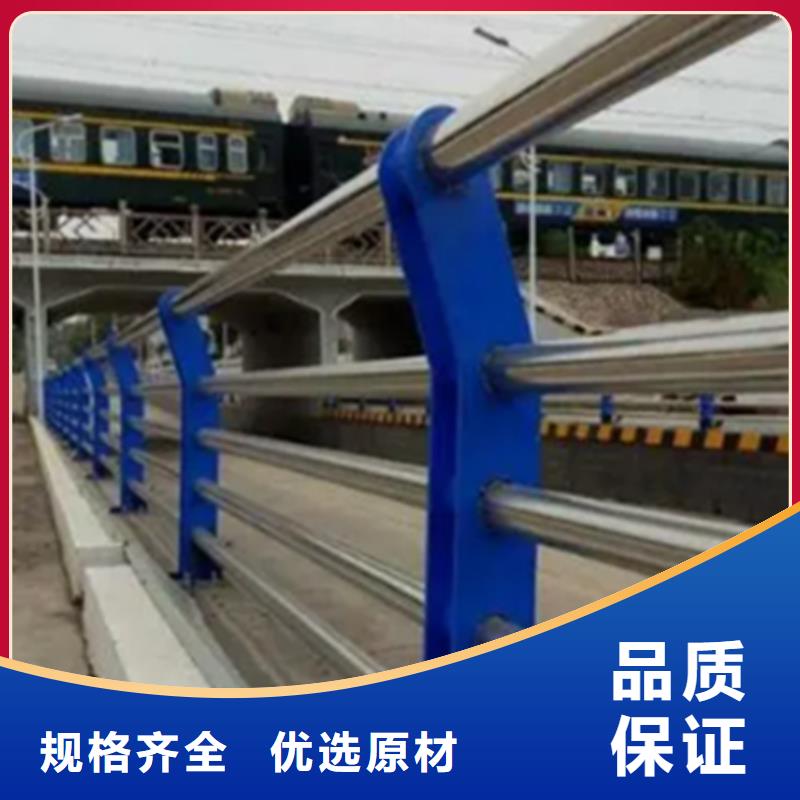
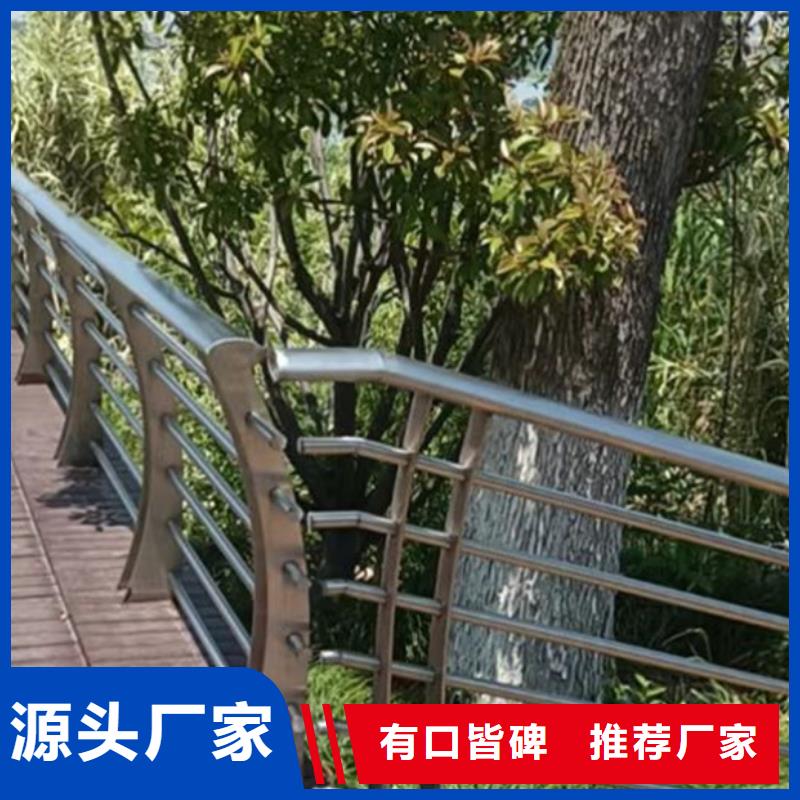
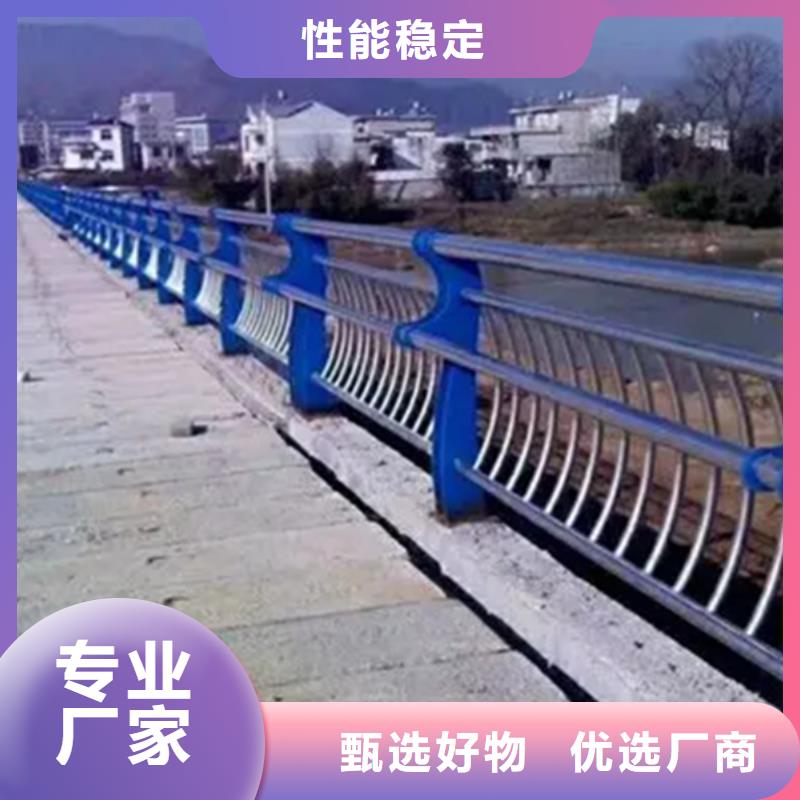
安顺热镀锌立柱
中泓泰金属制品有限公司
同行低价厂家新品


安顺热镀锌立柱的详细介绍
本地配送质量保证

中泓泰金属制品有限公司以品质精良,技术创新、诚信经营向国内外用户提供性价比高的产品。过硬的产品质量,可以获得更多客户的称赞。








不锈钢护栏不锈钢复合管护栏焊接的步骤供大家进行参考: 1、不锈钢复合管焊条凡间有钛钙型和低氢型两种。焊接电流尽能够采用直流电源,有利于克制焊条发红和熔深浅。钛钙型药皮的焊条不合适做全地位焊接,只适合平焊和平角焊;低氢型药皮的焊条可做全地位焊接。 2、不锈钢复合管焊条在运用时应坚持枯燥。为避免发生裂纹、凹坑、气孔等缺陷,钛钙型药皮焊前经150-250℃烘干1h,低氢型药皮焊前经200-300℃烘干1h。不克不及屡次反复烘干,不然药皮易零落。 3、焊口清算洁净,还避免焊条沾上油及其它脏物,以免添加焊缝含碳量并影响焊接质量。 4、为避免加热而发生晶间侵蚀,焊接电流不宜过大,普通应比碳钢焊条低20%左右,电弧不要过长,层间快冷,以窄道焊为宜。 5、应尽量采用短弧焊接,弧长普通2-3mm,电弧过长易发生热裂纹。 6、运条:应采用短弧疾速焊,普通不答应横向摆动,其目标是削减不锈钢复合管焊接热量和热影响区宽度,进步焊缝抗晶间侵蚀才能和削减热裂纹的倾向。 7、不锈钢复合管的焊策应稳重选用焊条,避免焊条选用欠妥呈现热裂纹或高温热处置后惹起σ相析出,使金属脆化。参照不锈钢复合管与异种钢的焊条选择规范进行选用,并接纳恰当焊接工艺。 不锈钢复合管焊接的工艺和制作的流程都是比较的严谨的,对于技术的性能要求是比较高的,要按照相关的步骤进行焊接,出现问题的话会发生事故的,特别是用不锈钢复合管做成的桥梁护栏,栏杆,还有用在交通上的设施更是要会发生事故的,所以说一定要焊接合格才行!